立式加工中心(多功能工件加工类机床)


加工中心(英文缩写为CNC 全称为Computerized Numerical Control):是带有刀库和自动换刀装置的一种高度自动化的多功能数控机床。在中国香港,台湾及广东一代也有很多人叫它电脑锣。
立式加工中心
Computerized Numerical Control
电脑锣
结构简单占地面积较小价格较低
CNC
加工板类等及小型壳体类复杂零件
加工中心

简介
立式加工中心
是指主轴轴线与工作台垂直设置的加工中心,主
分类
依据导轨分类依据立式加工中心各轴导轨的形式可分硬轨及线轨。硬轨适合重切削,线轨运动更灵敏。
依据转速分类立式加工中心主轴转速6000-15000rpm为低速型,18000rpm以上为高速型。
依据结构分类依据立式加工中心的床身结构可分为C型及龙门型。
区别
立式立式加工中心是指主轴为垂直状态的加工中心,其结构形式多为固定立柱,工作台为长方形,无分度回转功能,适合加工盘、套、板类零件,它一般具有三个直线运动坐标轴,并可在工作台上安装一个沿水平轴旋转的回转台,用以加工螺旋线类零件。
立式加工中心装卡方便,便于操作,易于观察加工情况,调试程序容易,应用广泛。但受立柱高度及换刀装置的限制,不能加工太高的零件,在加工型腔或下凹的型面时,切屑不易排出,严重时会损坏刀具,破坏已加工表面,影响加工的顺利进行。
卧式卧式加工中心指主轴为水平状态的加工中心,通常都带有自动分度的回转工作台,它一般具有3~5个运动坐标,常见的是三个直线运动坐标加一个回转运动坐标,工件在一次装卡后,完成除安装面和顶面以外的其余四个表面的加工,它最适合加上箱体类零件。与立式加工中心相比较,卧式加工中心加工时排屑容易,对加工有 利,但结构复杂.价格较高。
技术参数
| 项目 | Item | XH716 |
| 工作台台面尺寸(宽X长) | Table size ( W X L ) | 590*1450 mm |
| 工作台T型槽(槽数X数量X间距) | Table tee slots (slot number x slot wide x slot distance) | 18*5*125 mm |
| 工作台最大承重 | Max load of table | 1350 kg |
| X/Y/Z向行程 | X/Y/Z travel | 1270/610/760 mm |
| X/Y/Z导轨形式 | X/Y/Z guideway type | 滑轨 |
行业状况
2011年我国立式加工中心总产量为16512台,占加工中心产量的57.0%同比增长2.3%。
2011年我国立式加工中心产值达到31.2亿美元,占加工中心总产值的42.90%,同比增加13.1%。
主要配置
名称 | 规格 | 产地 |
| 主轴 | BT40/8000rpm | 台湾 |
| 主轴马达 | 11KW/15HP | 日本 |
| 四瓣爪 | BT40 | 台湾 |
| 三轴马达 | 2KW | 日本 |
| 数控系统 | FCA-64SM | 日本 |
主要附件
| 1 | 自动刀具交换装置(ATC) |
| 2 | FANUC OI系列 数控系统 |
| 3 | 密闭式护罩 |
| 4 | 工作灯 |
| 5 | 自动润滑系统 |
| 6 | 主轴吹气装置 |
特选附件
| 1 | 主轴内冷却装置 |
| 2 | 自动刀具测量 |
| 3 | 自动工件测量 |
| 4 | 数控转台 |
| 5 | ZF齿轮箱 |
注:XH716可选滚动、滑轨复合导轨,进给速度可达24m/min。
润滑系统
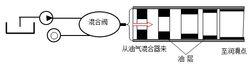
立式加工中心润滑系统
简单的说,就是将单独供送的润滑油和压缩空气进行混合并形成紊流状的油气混合流后供送到加工中心主轴部分或其他润滑部位。工作原理利用压缩空气在管道内的流动,带动润滑油沿管道内壁连续不断的流动,将油气混合并输送至加工中心主轴部分及丝杠等其他需要润滑部位。干燥的压缩空气以恒定的压力(5—8BAR)连续供给,而润滑油是根据主轴润滑、丝杠润滑或其他部位耗油量的不同定量供给。因此每个润滑回路都必须使用单独微型油泵作为输油的动力源,油从泵出来后必须先进入油气混合阀,在油气混合阀里,流动的压缩空气把油吹成细小的油滴,附着在管壁上形成油膜,油膜随着气流的方向沿管壁流动,在流动过程中油膜的厚度逐渐减薄,但并不凝聚。
1、环保、无污染。因为不会有油污及雾气喷出,周围环境不受污染‘
2、供油精确。可以通过增加调节阀,将油按照不同的需要输送到主轴及丝杠等润滑点;
3、不存在高粘度润滑油雾化困难的问题;适合于任何油品;
4、自动检测及监控。可以检测润滑油是否正常,如果润滑不良,可以报警停机,避免设备非正常运转。
5、特别适用于主轴的滚动轴承,具有一定的空气冷却效果,可降低轴承的运行温度,从而延长主轴的使用寿命;
6、耗油量小,节约成本。
油气润滑与油雾润滑的异同点相同点:都是以压缩空气为动力。
不同点:油气润滑并不将油撞击成碎雾,而是利用压缩空气流动将细小油滴沿管路输送到润滑点。
油气润滑与其他的润滑相比较有许多的优点。
加工中心油气润滑系统
主要有气动泵、气源处理元件、控制部分和螺旋管等附件组成。与油雾润滑不同,油气润滑使用油的油品粘度范围很广泛。应用1、在加工中心中,采用润滑脂和润滑油循环润滑会产生非正常发热的部位.
2、像主轴一样,需要高度清洁、密闭的部位转速很高的轴承


