CBN(立方氮化硼)

VLoG
次浏览
更新时间:2023-05-20
CBN
立方氮化硼
材料简介
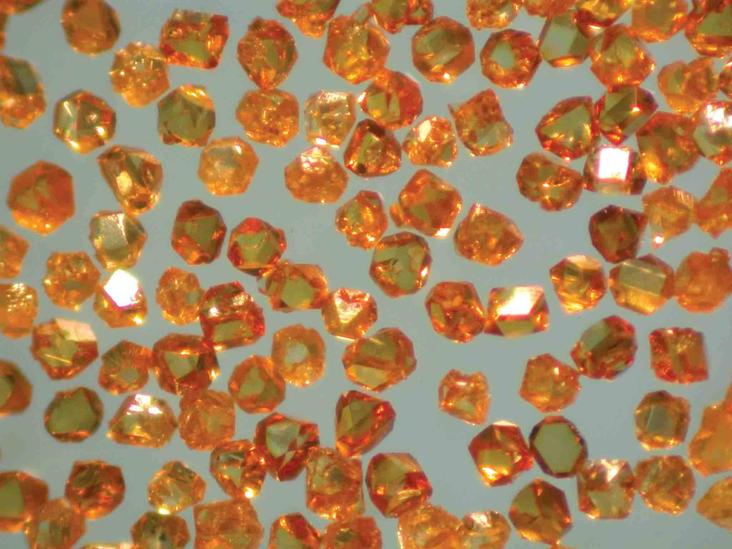
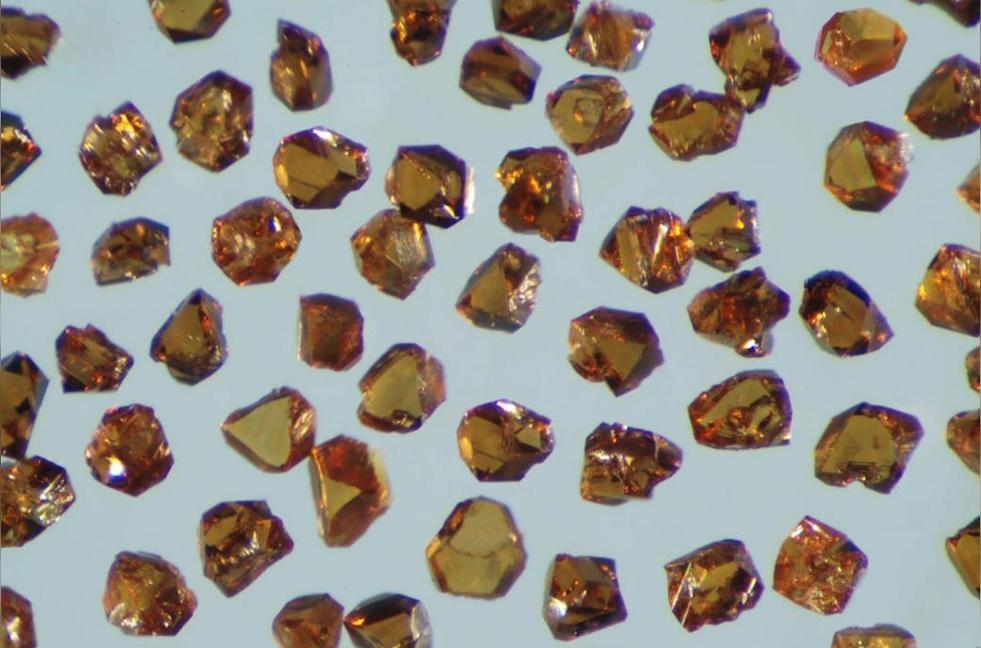
Cubic Boron Nitride立方氮化硼,缩写为:CBN或cBN。目前,在自然界还没有找到这种物质的存在,是人工合成的一种超硬材料。
Cubic Boron Nitride立方氮化硼,缩写为:CBN或cBN。立方氮化硼于2009年,由美国、中国和德国的地质学家组成的国际研究团队在自然界中找到,并被命名为qingsongite。而在此前,该矿物只能在实验室中合成。2009年,美国加州大学河滨分校、劳伦斯·利弗莫尔国家实验室的科学家和来自中国、德国科研机构的同行一起,在中国青藏高原南部山区地下约306公里深处古海洋地壳的富铬岩内找到了这种矿物,其在大约1300摄氏度高温、118430个大气压的高压条件下形成了晶体。
材料特点
材料应用
黑色立方氮化硼CBN由于具有优异的化学物理性能,如具有仅次于金刚石的高硬度、高热稳定性和化学惰性,作为超硬磨料在不同行业的加工领域获得广泛的应用,现在更是成为汽车、航天航空、机械电子、微电子等工业不可或缺的重要材料,因而也得到各工业发达国家的极大重视。
合成CBN除静高压触媒法还有多种方法,如静高压直接转化法、动态冲击法、气相沉积法等,其中有些方法如气相沉积法发展很快。但迄今为止工业合成CBN主要方法还是静高压触媒法,CBN的合成研究也主要集中于这方面。
立方氮化硼聚晶(PCBN)刀具是由许多细晶粒(0.1~100)CBN聚结而成的CBN聚集体的一类超硬材料产品。它除了具有高硬度、高耐磨性外,还具有高韧性、化学惰性、红硬性等特点,并可用金刚石砂轮开刃修磨。在切削加工的各个方面都表现出优异的切削性能,能够在高温下实现稳定切削,特别适合加工各种淬火钢、工具钢、冷硬铸铁等难加工材料。刀具切削锋利、保形性好、耐磨性能高、单位磨损量小、修正次数少、利于自动加工,适用于从粗加工到精加工的所有切削加工。精车淬硬工件是一门新工艺,实施前需做工艺试验,可用与工件材料、硬度和大小相同的棒料,在同类机床上进行精加工或粗加工试验,关键是要试验刀具与切削参数的选择及工艺系统是否有足够的刚性。该工艺目前国内已经采用,如一汽集团用PCBN刀具加工渗碳淬火(58~63HRC)的20CrMnTi变速箱齿轮拨叉槽,采用的工艺参数为υc=150m/min,f=0.1mm/r,αp=0.2~0.3mm,实现了以车代磨。
加工硬铸铁用PCBN刀具车削淬硬钢时,要求工件淬火硬度高于45~55HRC,加工硬铸铁时,只要硬度达到中等硬度水平(45HRC),就会取得良好的加工效果。如汽车发动机缸盖上的排气阀座,该阀座是采用含铜、钼的高铬合金铸铁材料,其硬度一般约为44HRC,其阀座上孔采用锪(铰)、车两种工艺,大多是在专用自动线上加工,与枪铰导管孔一道进行。所采用的切削用量为:υc=71.6m/min,υf=26.5mm/min,αp=1.0mm,采用BC拉削油,自采用PCBN刀具加工后,与以往采用的各种硬质合金刀片加工相比,刀具平均耐用度为1200件,加工表面粗糙度为Ra0.4μm,阀座面摆差≤0.05mm。东风汽车公司发动机厂自1988年使用PCBN刀具后,其效果一直保持稳定,较好地解决了引进设备的刀具国产化问题。
PCBN在数控切削行业已得到广泛应用,是一种具有良好发展前景的刀具材料。
现有国内生产的HLCBN系列:
BNS20
结构:整体聚晶。
特点:具有高硬度,高耐磨性和良好的热稳定性。适合淬火钢系列零件的加工。
BNK1
结构:整体聚晶。
特点:具有高硬度,高耐磨性和良好的热稳定性。良好的耐冲击性能,适合高硬度材料的加工。
BNS30
结构:整体聚晶。
特点:具有很好的耐磨性和耐热性能,可高速连续切削脆性材料。
用途:高速半精车,精车,高硬度铸铁和球墨铸铁类零部件。
HLCBN系列
参考资料
[1]
立方氮化硼首次在自然界中找到----中国科学院 · 中国科学院[引用日期2021-11-03]


