电磁搅拌(钢铁冶炼领域的连铸生产技术)

VLoG
次浏览
更新时间:2023-05-22
基本信息
| 中文名 | 电磁搅拌 |
| 外文名 | electromagneticstirring |
| 应用 | 连铸生产技术 |
| 所在领域 | 钢铁冶炼 |
发展历程
作用原理
电磁搅拌的实质就是借助在铸坯的液相穴内感生的电磁力强化液相穴内钢水的运动,由此强化钢水的对流、传热和传质过程,从而控制铸坯的凝固过程,对提高铸坯质量具有积极的作用。
连铸坯液相穴内钢水对流运动对消除过热度、改善铸坯凝固组织和成分偏析等有重大影响。而钢水流动的驱动力来自铸流的动能和外力,前者与浇注方式有关,后者则可以在液相穴的任何位置上外加电磁力即使用电磁搅拌,而后者的影响要远甚于前者。
搅拌器的类型
用于连铸过程的电磁搅拌器按其安装的位置,有如下几种:
(2) 结晶器电磁搅拌器MEMS:是目前各种连铸机都适用的装置,它对改善铸坯表面质量、细化晶粒和减少铸坯内部夹杂及中心疏松有明显的作用,应用最为广泛。为不影响液面自动控制装置的使用,一般安装在结晶器的下部。
(3) 二冷段电磁搅拌器SEMS:又可分为二冷一段电磁搅拌器S1EMS和二冷二段电磁搅拌器S2EMS。S1EMS安装在结晶器一段的足辊处,其功能与MEMS类似,两者不重复使用,由于其更换、维修方便,因此其投资和运行成本比较经济。S2EMS是促进铸坯晶粒细化的有效手段,一般与MEMS或S1EMS一起使用。
(4)凝固末端电磁搅拌器FEMS:一般在浇注对碳偏析有严格要求的含碳高的钢种时采用,为保证搅拌效果,其安装位置要靠近凝固末端,一般在液芯直径为Φ60-80mm处为佳,并允许调节。
典型应用
注意事项
(1)可能卷入结晶器保护渣,使铸坯夹杂物含量增加。M - EMS 搅拌能改善铸坯质量,搅拌强度越大,效果越明显,但搅拌强度过大,会引起保护渣的卷入,反而使夹杂物含量增加。同时,电磁搅拌还直接影响结晶器液面的检测效果,目前普遍采取降低搅拌线圈安装位置来解决这一问题,但使M-EMS 的冶金作用受到了限制。
(2)M-EMS 搅拌难以改善高碳钢的中心碳偏析。下图为有无电磁搅拌浇铸含碳0.61%的弹簧钢大方坯的中心碳偏析比较。从下图可见,M-EMS搅拌虽然使中心偏析的偏差值和峰值大大降低,但中心偏析的平均值变化不大。因此,仅采用M-EMS搅拌难以使碳的中心偏析得到根本改善。
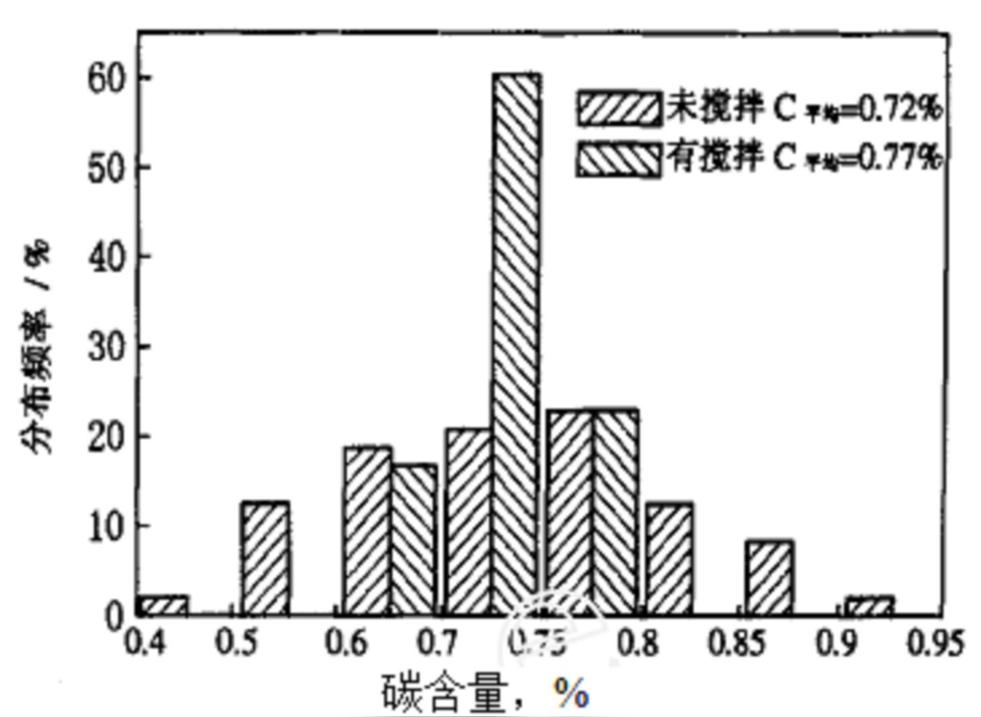
电磁搅拌


