远红外加热(辐射传热的过程)

VLoG
次浏览
更新时间:2023-05-23
远红外加热
辐射传热的过程
基本信息
| 中文名 | 远红外加热 |
| 外文名 | Far infrared heating |
| 起源时间 | 70年代初 |
| 优点 | 节能、加热效果好、容易控制 |
| 地位 | 重点推广的一项节能技术 |
| 形状 | 板状、管状、灯状和灯口状 |
收起
内容简介
远红外加热技术兴起于70年代初,其利用辐射传热,由电磁波传递能量,是一项重点推广的节能技术。远红外线波长和被加热物体的吸收波长一致时,被加热物体大量吸收远红外线,此时物体内部分子和原子发生“共振”并产生强烈的振动、旋转,使得物体温度升高,达到加热的目的。利用这项技术可提高加热效率,但要注意提高被加热物料对辐射线的吸收能力,使其分子振动波长与远红外光谱波长相匹配。远红外加热技术由于其显著的节能优势,被广泛应用于油漆、塑料、食品、药品、木材、皮革、纺织品、茶叶、烟草等多种制品或物料的加热熔化、干燥及固化等工序。
原理介绍
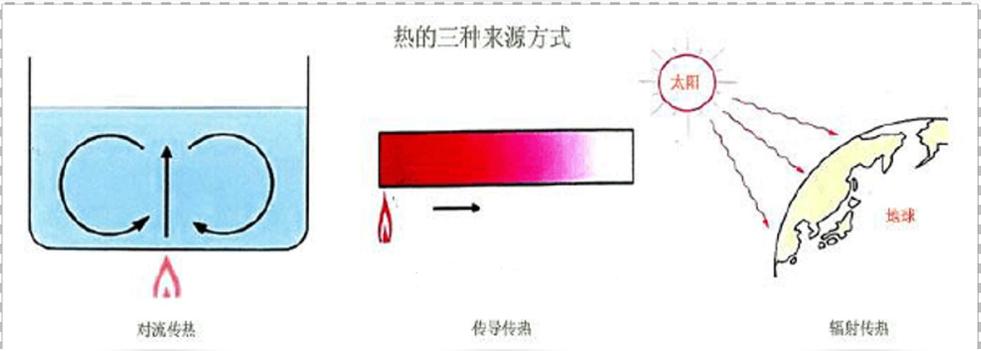
热传导的三种形式
在远红外加热技术中突出辐射加热为主。远红外线照射到被加热的物体时,一部分射线被反射回来,一部分被穿透过去。当发射的远红外线波长和被加热物体的吸收波长一致时,被加热的物体大量吸收远红外线,使得物体内部分子和原子发生“共振”——产生强烈的振动、旋转,而振动和旋转使物体温度升高,从而达到加热目的。利用这项技术提高加热效率,重要的是注意匹配辐射。
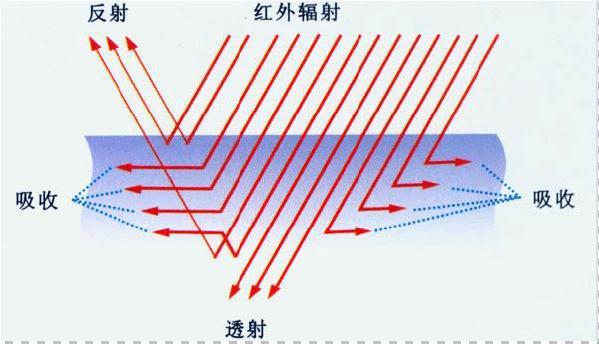
远红外线在物体内传导过程
匹配吸收对薄层加热有重要意义,如烤漆、塑料加工和某些盐类的脱水干燥等。而对厚物料加热意义不大,因为远红外线对一般物质的穿透能力很低,一般只能穿透几微米到几毫米之间,其能量即使不被表面分子所吸收,也会被物体内所吸收,在这种情况下主要设法降低反射率,以此来提高吸收率。某些被加热物质由于烘烤质量或加工工艺要求,希望被加热物体内外同时受热,如:木材的烘干,希望内外同时受热以免开裂;又如塑料的熔化亦要求内外同时受热以免外部温度过高而老化。因此,对这些物质加热时应考虑非匹配吸收,让一部分远红外线透入体内,达到均匀加热的目的。
判定标准
设计原则
技术发展历史
远红外加热技术从70年代的碳化硅、金属管、电阻带、陶瓷、半导体、搪瓷等元件到80年代的石英管、镀金石英管、微晶玻璃灯等元件,一直到远红外定向强辐射器,经过三个阶段,迈出了三大步。其中,远红外加热技术在70年代仅限于0~450℃的中温加热领域,到了80年代已达到600~750℃的中温加热领域。初代远红外加热烘道、烘箱中虽然强调以辐射为主加热,但是还有一部分热能以传导、对流的形式加热,因此烘道、烘箱都要求做到密闭、保温。到90年代中期研制成功的远红外定向强辐射器,在电能辐射转换效率方面有新的突破其电能辐射转换效率高达78%以上,法向发射率大于92%,热响应时间小于2分钟,使用温度在60~900℃之间任意可调,无需烘道、烘箱封闭。其发出的热光子束流,在辐射平面内均匀分布,克服了国内各种红外加热元件温度分布不均匀的问题,为在我国推广世界先进水平的开放式快速干燥机型提供了必备条件。远红外加热技术经过几十年的发展取得了可喜的成绩,在当前我国电力十分紧张的情况下,远红外加热水平的提高,在节能和提高加热干燥物质量方面具有十分重要的意义。
技术特点
远红外加热技术与传统的蒸汽、热风和电阻等加热方法相比,具有以下诸多优点:
(1) 内部加热,加热速度快,能源节省。据报道远红外加热与传统的加热方式相比,在生产效率上提高20%~30%,节电 30%~50%,节省其他能源约30% 。原因在于辐射器发射的辐射能全部或大部分集中在物料的吸收峰带,辐射能会被大部分吸收,实现良好的匹配,从而达到节能的效果。
(2) 操作方便。远红外加热设备结构简单,易于安装、操作和维护,只要根据原料选用合适的辐射元件,设计合适的烘道即可。
(3) 污染少,安全性高。由于远红外加热是辐射加热,不会对环境造成污染,而且电热石英管其安全性高,对人体伤害小。
(4) 易于控制温度。由于远红外加热设备采用仪表自动操作控制,有利于控制加热温度。
(5) 改善产品品质。远红外线有一定的穿透能力,使得物料的内部和表面分子同时吸收了辐射能,产生自发热效应,使水分和其他溶剂分子蒸发,受热均匀,避免了由于受热不均热胀而产生的形变或质变。
应用现状
鉴于远红外加热技术显著的优点,这项技术已广泛应用于油漆、塑料、食品、药品、木材、皮革、纺织品、茶叶、烟草等很多种制品或物料的加热熔化、干燥、整形、消费、固化等工序。随着远红外生产品种和数量的不断增多,它的应用领域也在不断扩大,远红外加热技术日益引起了人们的重视,得到了广泛的应用。


