感光乳剂(具有感光性质的涂料)

VLoG
次浏览
更新时间:2023-05-23
感光乳剂
具有感光性质的涂料

基本信息
| 外文名 | Emulsion |
| 定义 | 具有感光性质的涂料 |
| 性状 | 奶黄色粘稠状液体 |
| 组成 | 溴化银和明胶 |
简介
性质和组成
生产过程
感光乳剂的生产过程直接影响其感光度、反差和分辨率等性能。必须严格控制其原料规格和反应条件(温度和时间等),任何细微变化,都会导致感光乳剂性能的变化。在感光乳剂的生产过程中,除了配液外,从乳化开始直到制备结束都必须在暗室内的安全灯下进行。安全灯(通常为红灯)的亮度也必须严格控制。实现了机器人操作,整个过程均可在全黑中进行。
感光乳剂的生产分为四个阶段:
① 配液 制备感光乳剂所用多种原料,都需先配制成一定浓度溶液。
感光乳剂
③ 沉降水洗 采用高分子沉降剂使感光乳剂凝聚沉降,再水洗除去水溶性盐类。曾采用冷冻切条水洗。
使用过程
综述
使感光乳剂均匀地分布在支持体表面再经冷却、干燥而制成可用的感光材料的过程,是卤化银感光材料生产工艺的重要组成部分。照相感光材料特别是彩色感光材料的涂层结构十分复杂,有的彩色胶片的涂层数多达十几层,而总厚度仅20μm左右。因此,在照相感光材料生产过程中,对感光乳剂的涂布和干燥要求十分严格:诸如涂层薄而均匀,性能一致而稳定,表面洁净而平整,不能有各种划伤、条道、疵点等弊病。为此,必须采用特别精密的涂布方法和装置。
涂布方法
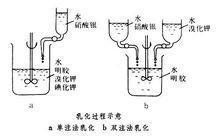
有沉浸涂布、坡流挤压涂布和自由落帘涂布三种:
沉浸涂布 20世纪60年代以前普遍采用的方法。涂布辊浸入盛有涂液的涂布槽中一定的深度,支持体包紧在涂布辊上以恒定的速度向前运行,经过涂布槽时与涂液相接触即带上一定量的涂液,使之均匀分布于支持体表面。显然每通过一次涂布槽只能涂上一层涂层。涂布质量则主要取决于涂液与被涂支持体表面间的液/固润湿铺展特性。涂布速度一般限制在20m/min以下。
坡流挤压涂布 被涂的各层涂液分别从进料口进入挤压嘴的内腔,继而从位于内腔上部的开口缝隙流出,在倾斜的坡流面上互相叠合,并在重力作用下向下流动。涂液在挤压嘴的唇边处与保持一定间距的被涂支持体相接触,并形成一特定的液桥。通过液桥的作用,运行中的支持体被均匀涂上所需的涂层。只要叠合的各涂液层能保持层流状态,并采取措施使液桥稳定,就可以保证一次多层高速涂布的顺利进行;在总涂布量保持一定的情况下,由于实现了多层涂布,每层的涂布量即涂布厚度可大为减薄。因此,坡流挤压涂布与传统的沉浸涂布相比较,具有多层、薄层、高速的显著特点。先进的坡流挤压一次可同时涂布6层以上,涂布速度可达100m/min以上。
自由落帘涂布,在坡流挤压涂布工艺基础上发展起来的新技术。涂液从涂布缝隙流出,经过一特殊的倾注式斜面,形成自由垂直落帘,转移到运行的支持体上,这种方法避免了涂布间隙和液桥作用的影响,适合于每分钟达几百米以上的高速涂布。
冷凝和干燥 感光乳剂中存在着大量水分,涂于支持体上的乳剂,在运动过程中会发生流淌,因此要用冷风使涂层冷凝定型,使其不再有流动性,然后再进行干燥。由于感光材料涂层特性的要求,一般都采用低温(不超过40℃)、高风速(20~30m/s)和低含水量的空气进行干燥,干燥用空气必须经特殊的空调和净化处理。


